

Плазменное напыление
Плазменное напыление… Это тема, которая часто вызывает массу вопросов и, честно говоря, немало заблуждений. Многие считают это каким-то волшебным процессом, способным наложить на любой материал любой слой, не требуя особой подготовки. Ну, скажем так, на практике все не так однозначно. Реальность гораздо более тонкая и требует понимания множества факторов: от выбора оптимального газа до точности настройки параметров. Я не буду вдаваться в теоретические аспекты, лучше расскажу о том, что видел, что делал, и какие проблемы возникали. А то, знаете, иногда полезнее узнать об ошибках других, чем о их успехах.
Что такое плазменное напыление на самом деле?
В общем и целом, плазменное напыление – это процесс нанесения тонких слоев материалов на поверхность под воздействием плазмы. Плазма, как мы знаем, – это ионизированный газ, содержащий заряженные частицы. В процессе напыления, материал (обычно в виде порошка) расплавляется в плазме и ускоряется к обрабатываемой поверхности, где образует тонкую пленку. Звучит просто, но именно в деталях кроется вся сложность. Например, выбор газа – это не просто вопрос наличия газа. Каждый газ имеет свои характеристики, влияющие на температуру плазмы, форму частиц, и, как следствие, на свойства нанесенного покрытия. А вот подобрать подходящий газ для конкретного металла – задача не из легких. Например, для нанесения ниобия часто используют аргон, но и здесь нужно учитывать множество нюансов, включая давление, мощность и скорость подачи газа.
Помню один случай, когда мы пытались напылить титановый сплав на стальной корпус. Сначала результат был неплохой, но со временем покрытие начало отслаиваться. Оказалось, что мы использовали слишком высокую температуру плазмы, что приводило к образованию дефектных слоев с высоким внутренним напряжением. Пришлось серьезно перенастраивать параметры, и вот тогда и началось более-менее стабильное покрытие. Это как игра в кошки-мышки – постоянно приходится экспериментировать и искать оптимальный баланс.
Основные типы плазменного напыления
Существует несколько основных типов плазменного напыления, каждый из которых имеет свои особенности и применяется для разных материалов и целей. Самыми распространенными являются: APM (Arc Plasma Spraying), HVOF (High Velocity Oxygen Fuel Spraying) и SPA (Sulfur-Free Arc Spraying). APM – это классический метод, широко используемый для нанесения металлических покрытий. HVOF используется для нанесения более прочных и износостойких покрытий, но требует более сложного оборудования. SPA – это альтернатива APM, в которой используется сера вместо флюса, что позволяет избежать загрязнения покрытия. Выбор метода зависит от множества факторов, включая тип материала, требуемые свойства покрытия и бюджет.
Проблемы и решения в плазменном напылении
С одной стороны, плазменное напыление – это очень перспективная технология, позволяющая создавать покрытия с уникальными свойствами: высокой твердостью, износостойкостью, коррозионной стойкостью и т.д. С другой стороны, она сопряжена с рядом проблем. Например, одним из самых распространенных является образование дефектных слоев: трещин, пузырей, пористости. Это может быть вызвано различными факторами: неправильным выбором параметров напыления, плохой подготовкой поверхности, наличием загрязнений. Чтобы избежать этих проблем, необходимо тщательно контролировать все этапы процесса, от подготовки поверхности до посленапыливания обработки. А также, не стоит забывать о правильной очистке порошка перед использованием – даже мельчайшие примеси могут существенно повлиять на качество покрытия.
Еще одна проблема – это неравномерность покрытия. Это может быть вызвано неравномерным распределением плазмы по поверхности, плохой адгезией порошка к подложке, или неправильным углом наклона сопла. Чтобы решить эту проблему, необходимо оптимизировать параметры напыления, использовать специальные добавки, улучшающие адгезию, и правильно настроить положение сопла.
Опыт работы с различными материалами
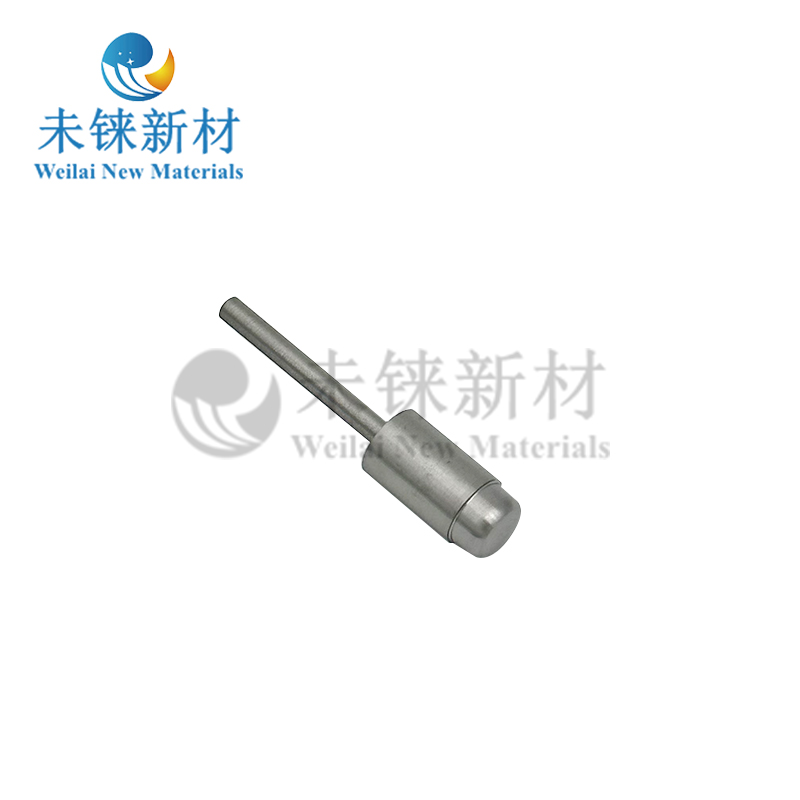
Мы в ООО Чжучжоу Вэйлай новая технология изготовления материалов регулярно работаем с различными материалами при использовании плазменного напыления. Например, успешно наносим покрытия из рения на валы и детали, подверженные высоким температурам и износу. Ренний – это очень твердый и устойчивый к коррозии металл, который идеально подходит для таких задач. Мы также наносим покрытия из тантала и ниобия на медицинские имплантаты, обеспечивая их биосовместимость и долговечность. И, конечно же, плазменное напыление широко используется в аэрокосмической и автомобильной промышленности для создания покрытий, улучшающих износостойкость и коррозионную стойкость деталей.
Помню, как однажды нам заказчик принес деталь из алюминиевого сплава, которая сильно изнашивалась при контакте с другими деталями. Мы решили нанести на нее покрытие из титана. После нескольких экспериментов мы нашли оптимальные параметры напыления, и покрытие получилось очень прочным и долговечным. Заказчик был очень доволен результатом.
Анализ и контроль качества покрытий
После нанесения покрытия необходимо провести его анализ и контроль качества. Это включает в себя измерение толщины покрытия, определение его механических свойств (твердость, износостойкость, прочность на срез), а также химический анализ для выявления возможных загрязнений. Для контроля качества покрытий мы используем различные методы: микроскопию, рентгенофазовый анализ, ультразвуковую толщинометрию и т.д. Это позволяет нам убедиться, что покрытие соответствует требованиям заказчика и обладает необходимыми свойствами.
Перспективы развития технологии
Плазменное напыление продолжает активно развиваться, появляются новые технологии и материалы. Например, разрабатываются новые типы плазмы, позволяющие наносить покрытия с еще более высокой точностью и контролем. Также активно исследуются новые материалы для напыления, такие как керамика, композиты и другие перспективные материалы. Считаю, что в будущем плазменное напыление будет играть все более важную роль в различных отраслях промышленности.
ООО Чжучжоу Вэйлай новая технология изготовления материалов постоянно следит за новыми тенденциями в области плазменного напыления и внедряет их в свою производственную деятельность. Мы постоянно совершенствуем свои технологии и оборудование, чтобы предлагать своим клиентам самые современные и эффективные решения.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Принадлежности для плазменной обработки твердых отходов
Принадлежности для плазменной обработки твердых отходов -
 Плазменный анод-катод из твердых отходов
Плазменный анод-катод из твердых отходов -
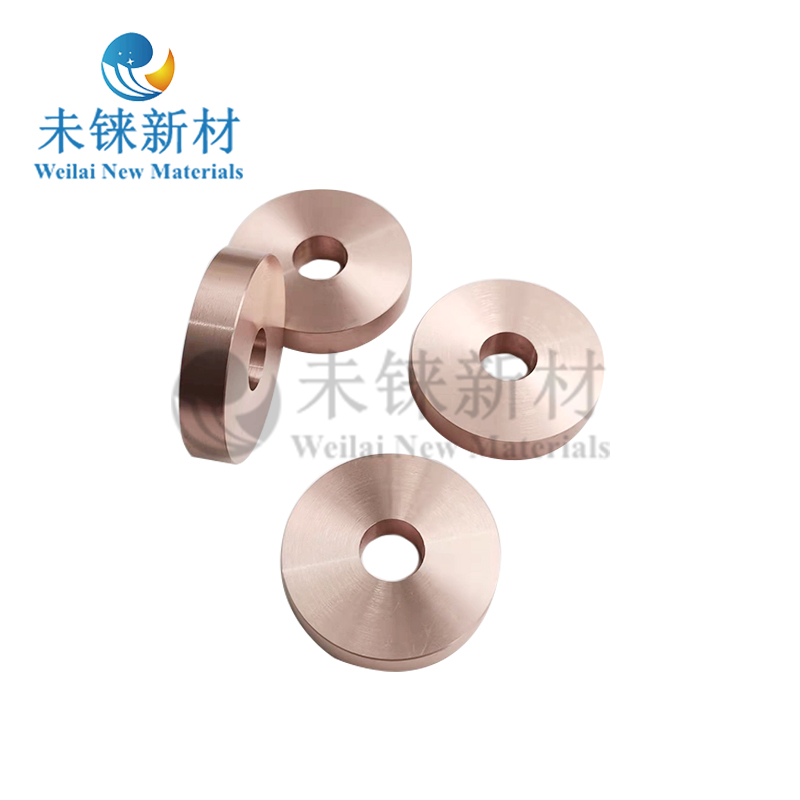 Вольфрамово-медный сплав
Вольфрамово-медный сплав -
 Неподвижный анод
Неподвижный анод -
 Принадлежности для пистолета-распылителя HE100
Принадлежности для пистолета-распылителя HE100 -
 9 МБ пользовательский электрод
9 МБ пользовательский электрод -
 Ствол для сверхзвукового пламенного напыления
Ствол для сверхзвукового пламенного напыления -
 Держатель катода SG100
Держатель катода SG100 -
 Катод-анод для плазменной обработки отходящих газов и твердых отходов
Катод-анод для плазменной обработки отходящих газов и твердых отходов -
 Сопловой электрод F1
Сопловой электрод F1 -
 Сопловой электрод Axail 3
Сопловой электрод Axail 3 -
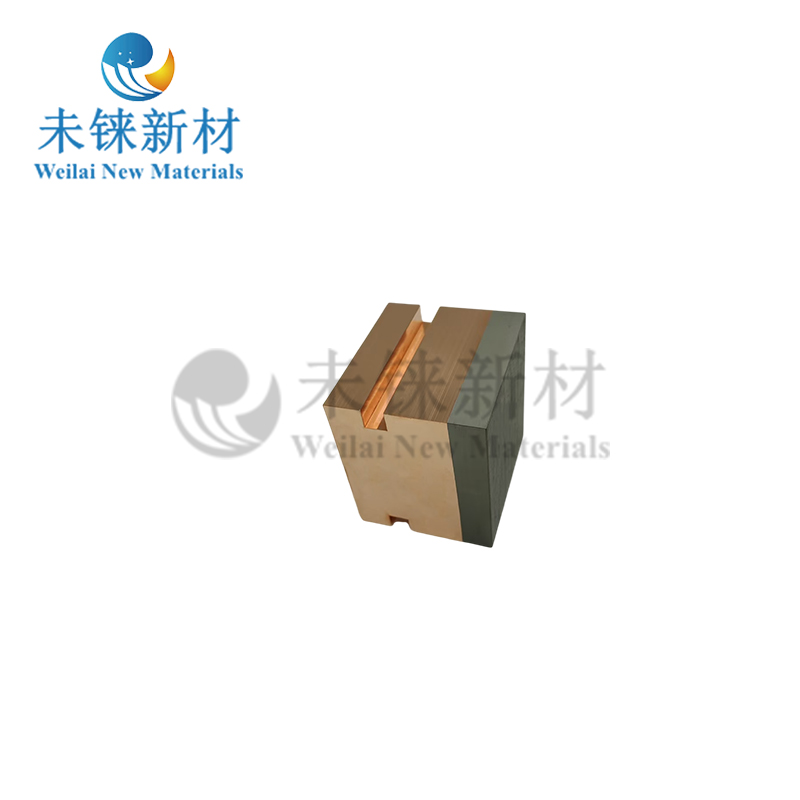 Молибденовый электрод с медной инкрустацией
Молибденовый электрод с медной инкрустацией
Связанный поиск
Связанный поиск- Сопло спрея 9 мб завод
- Запасные для Газовый резак
- Напыление покрытий
- Специальные насадки и электроды для плазменной очистки заводы
- Коллектор плазменного факела производители
- Вольфрамовый электрод для точечной сварки заводы
- Электроды медные с водяным охлаждением производители
- Сопло G GE GH GP
- Вольфрамовый катод производитель
- Вольфрамово-медный сплав




