

Системы термического распыления завод
Всегда удивляюсь, как многие воспринимают завод термического распыления как что-то исключительно сложное и дорогое. Часто думают – это только для огромных промышленных гигантов, а небольшим компаниям это недоступно. Это заблуждение. Конечно, масштабные проекты требуют серьезного подхода, но для решения вполне конкретных задач, например, нанесения защитных покрытий на детали среднего размера, вполне реально организовать собственное производство или найти надежного партнера. Сегодня хочу поделиться некоторыми наблюдениями, практическими сложностями и даже, если честно, некоторыми провальными экспериментами, которые пришлись на долю нашей компании.
Основные этапы создания завода термического распыления
Если говорить о создании завода термического распыления, то это, конечно, инвестиции. Не только в оборудование, но и в подготовку персонала, системы безопасности и, что не менее важно, в оптимизацию технологического процесса. Изначально мы планировали приобрести комплексное оборудование, включающее в себя все необходимые установки – плазменное распыление, магнетронное распыление, высокотемпературное распыление. Но потом поняли, что не всегда это целесообразно. В зависимости от задач, часто достаточно нескольких специализированных установок.
Первым делом, конечно, нужно определить спектр материалов, которые планируется распылять. Это сразу определяет выбор оборудования. Например, для нанесения титановых сплавов лучше подходит магнетронное распыление, а для более дешевых материалов – плазменное. Дальше – вопросы автоматизации. Полностью автоматизированная линия – это, безусловно, быстрее и точнее, но и дороже. Часто оптимальным решением является полуавтоматизированная система, где некоторые этапы выполняются вручную, а основные – автоматизированно. Важно учитывать и требования к помещению – необходима хорошая вентиляция, система фильтрации и, конечно, огнестойкость.
Проблемы с качеством покрытия: распространённые ошибки
Пожалуй, самая большая головная боль при работе с термическим распылением – это контроль качества покрытия. Любая ошибка в настройках оборудования, в подготовке поверхности детали или в составе распыляемого материала может привести к браку. Например, мы столкнулись с проблемой неравномерного покрытия. Причиной оказалось недостаточное перемешивание распыляемого материала в плазме. Потребовалось изменить конструкцию горелки и оптимизировать параметры плазмы.
Другой распространенной проблемой является образование дефектов на поверхности покрытия – трещин, сколов, пузырьков. Это часто связано с неправильным выбором параметров распыления или с некачественной подготовкой поверхности детали. Мы заметили, что предварительная обработка детали ультразвуковой очисткой значительно снижает вероятность образования таких дефектов. А еще очень важен контроль температуры детали во время процесса распыления – перегрев может привести к изменениям структуры материала покрытия.
Решения для повышения эффективности процесса термического распыления
Для повышения эффективности процесса термического распыления важно постоянно оптимизировать технологический процесс. Это включает в себя оптимизацию параметров распыления, выбор оптимального распыляемого материала и разработку эффективной системы контроля качества. Мы активно используем методы статистического контроля процессов (SPC) для мониторинга и управления качеством покрытия. Это позволяет выявлять отклонения от нормы на ранних стадиях и предотвращать брак.
Важным аспектом является также выбор системы контроля и мониторинга параметров процесса. Современные системы позволяют в реальном времени отслеживать температуру, давление, состав плазмы и другие важные параметры. Это позволяет оперативно реагировать на изменения в процессе и вносить необходимые корректировки. Например, мы внедрили систему видеонаблюдения с высоким разрешением для контроля визуального качества покрытия. Это значительно упростило выявление дефектов и повысило эффективность контроля качества.
Кейс: напыление рениевых покрытий для медицинского оборудования
Недавно мы успешно реализовали проект по напылению рениевых покрытий на детали медицинского оборудования. Это потребовало особого подхода, так как рений – это очень дорогой и сложный в обработке материал. Мы использовали магнетронное распыление для получения тонких, однородных покрытий с высокой износостойкостью и коррозионной стойкостью. Использовали плазменное напыление с оптимизированными параметрами, так как для частичного покрытия больших площадей это оптимальный вариант.
Контроль качества покрытия был особенно важен в данном проекте. Мы использовали спектрометрический анализ для определения химического состава покрытия и микроскопический анализ для оценки его структуры и механических свойств. Результаты анализа показали, что покрытие соответствует всем требованиям заказчика. Этот проект показал, что завод термического распыления может успешно решать даже самые сложные задачи.
Оптимизация плазменного напыления для различных металлов
Оптимизация плазменного напыления – это, наверное, нескончаемый процесс. Параметры плазмы, такие как давление, ток, температура и состав газа, необходимо подбирать индивидуально для каждого материала. Неправильный выбор параметров может привести к образованию дефектных покрытий или к снижению адгезии. Мы проводили большое количество экспериментов для определения оптимальных параметров плазменного напыления для различных металлов, таких как алюминий, титан, никель и сталь. Результаты этих экспериментов были систематизированы и используются для настройки оборудования.
Также важным фактором является выбор распыляемого материала. Различные материалы требуют различных режимов распыления. Например, для напыления цветных металлов лучше подходит использование металлических проволок, а для напыления сплавов – использование специальных смесителей. Важно также учитывать чистоту распыляемого материала, так как наличие примесей может негативно повлиять на качество покрытия. Часто для очистки распыляемого материала используют специальные фильтры.
На данный момент мы активно изучаем возможности использования новых технологий плазменного напыления, таких как импульсное плазменное распыление и плазменное распыление с использованием сверхвысокого давления. Эти технологии позволяют получать покрытия с улучшенными свойствами, такими как повышенная плотность, износостойкость и коррозионная стойкость. Мы уверены, что эти технологии будут играть все более важную роль в будущем заводов термического распыления.
Соответствующая продукция
Соответствующая продукция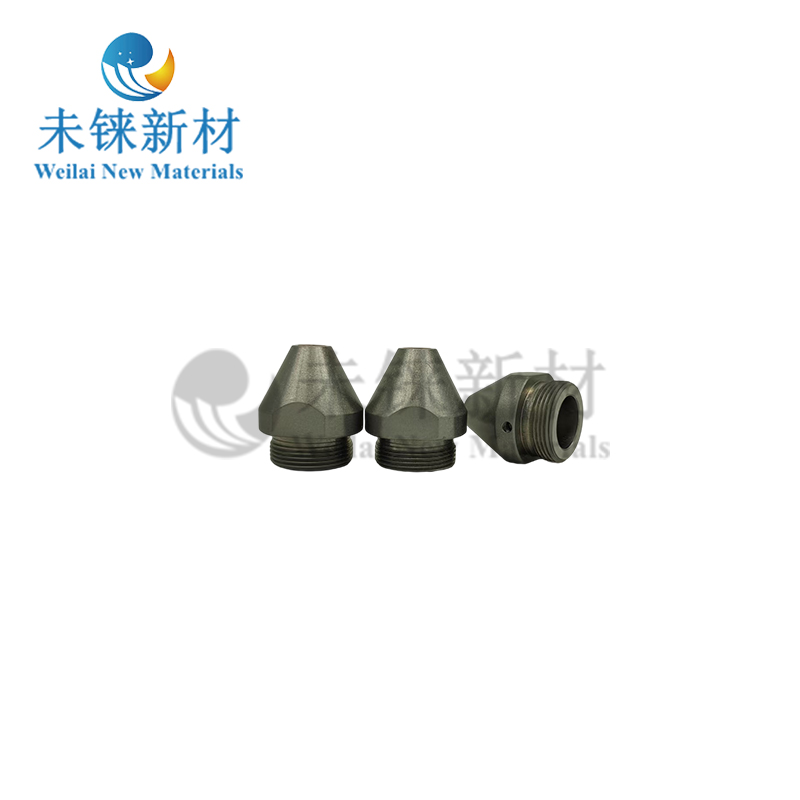





Самые продаваемые продукты
Самые продаваемые продукты-
 Х-лучи с фиксированным анодом может быть изготовлена по вашим чертежам
Х-лучи с фиксированным анодом может быть изготовлена по вашим чертежам -
 Сверхзвуковое пламенное напыление-камера сгорания
Сверхзвуковое пламенное напыление-камера сгорания -
 Полуфабрикаты с неподвижным анодом
Полуфабрикаты с неподвижным анодом -
 Плазменный катод
Плазменный катод -
 Ствол для сверхзвукового пламенного напыления
Ствол для сверхзвукового пламенного напыления -
 Сварка подвижным электродом и сварка неподвижным электродом
Сварка подвижным электродом и сварка неподвижным электродом -
 Соединитель для сверхзвукового пламенного напыления
Соединитель для сверхзвукового пламенного напыления -
 Катод-анод для плазменной обработки отходящих газов и твердых отходов
Катод-анод для плазменной обработки отходящих газов и твердых отходов -
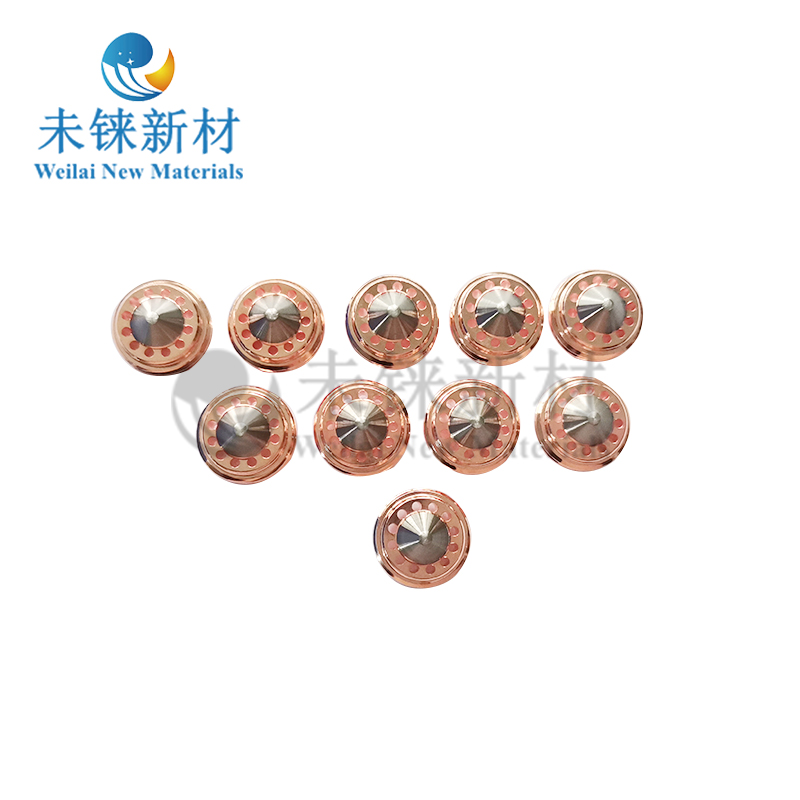
 Сопловой электрод DELTA
Сопловой электрод DELTA -
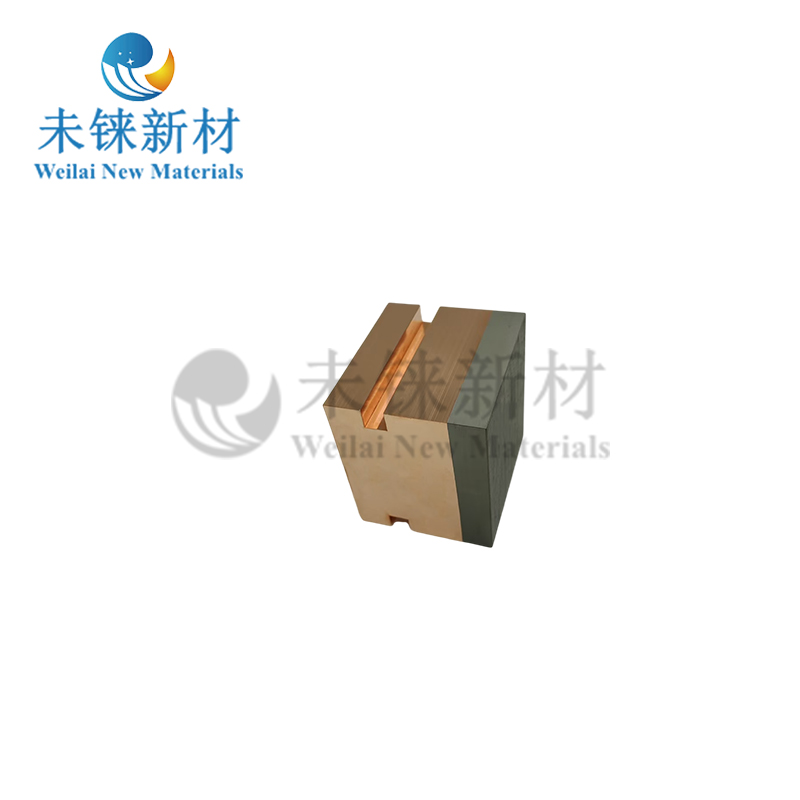 Молибденовый электрод с медной инкрустацией
Молибденовый электрод с медной инкрустацией -
 Проводниковый наконечник пипетки
Проводниковый наконечник пипетки -
 Сопловой электрод для SG100
Сопловой электрод для SG100
Связанный поиск
Связанный поиск- Sg100 плазменное распыление производитель
- для плазменной очистки газов
- Сопло sinplex производитель
- Стыковая контактная сварка завод
- Рентгеновская трубка с коротким фокусом производитель
- F4 анод-катод производитель
- Сопло для плазменного распыления производитель
- Сопло и электрод sg100 завод
- Плазменное антифрикционное покрытие
- Высокотемпературный для дожигания газов завод




